靜候三天,板子終於送到了,我在等的週末去光華把 BOM 表印出來去光華搬了一批元件,最貴的還是 LED 跟 BJT,其他買一堆電阻不過小錢…。
空板照,我是選藍色的阻焊,如果照動畫設定應該是黃色的,不過不管啦我喜歡藍色。
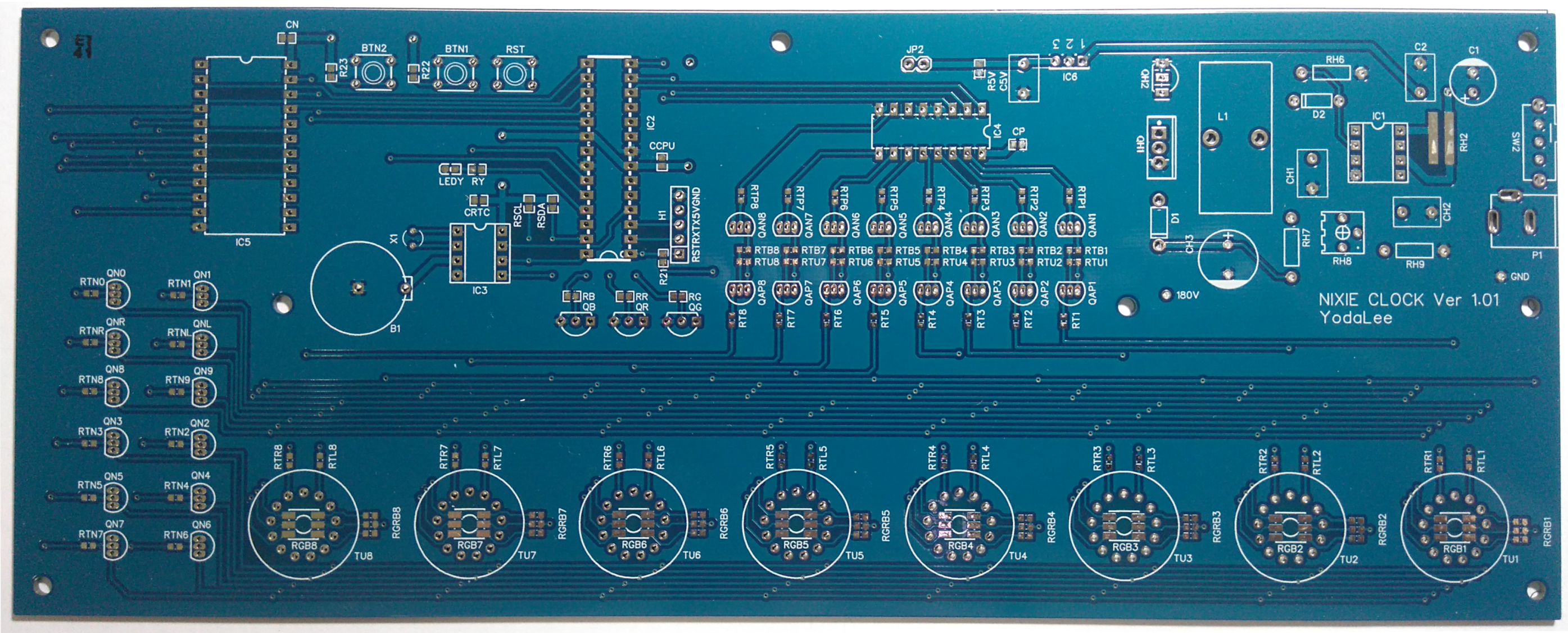
正面照:
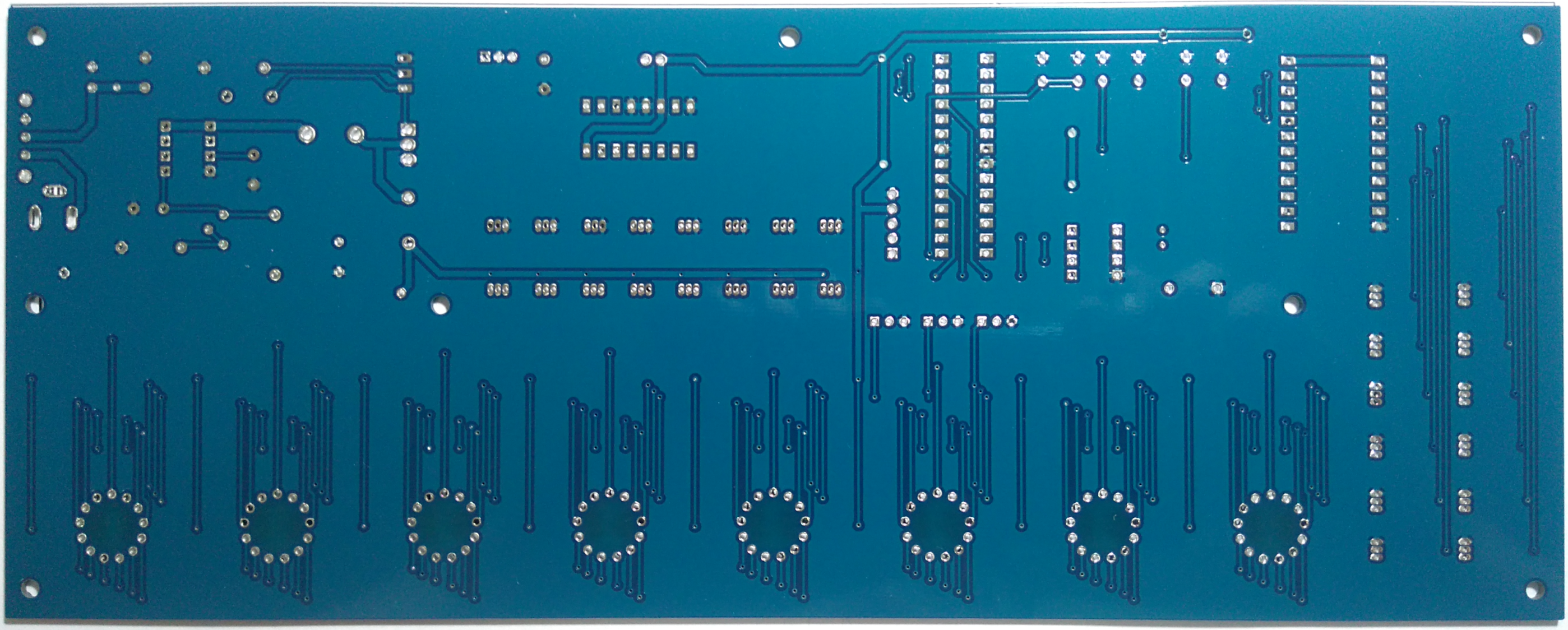
 背面照:
背面照:
板子回來發現意外的順利,所有插件的腳位都沒問題可以直接穿過。
另外也有一些錯誤,中間高壓陽極的控制電路,MPSA92 的 footprint,我不小心用成 TO-92 腳位,以致焊點間的距離只有 0.25 mm,應該要用 TO-226 的腳位會比較好;第一個是焊接的時候很容易不小心就糊在一起,第二是高壓離這麼近其實有點危險,我覺得某幾個地方是真的有點漏電,即便管子控制全關的時候,還是會看到管子有很微弱的發光,可能升到 v1.02 的時候改進吧。
在焊接的時候有一位神級大大幫忙,才知道原來不小心焊錫糊在一起,用助焊劑一抹就開了,太神啦,對助錫劑刮目相看。
銲接之前工具要準備好,除了必備的烙鐵之外,推薦要買一隻好的尖頭鑷子,尖到可以刺人穿刺傷害 +20% 的那種,因為我們用的零件如 0603 尺寸都非常小,要好好的焊它就需要一支尖頭鑷子才行。
因為是二手管的關係,我們要對付的就是那該死的針腳,不知道到底是從哪裡拆/怎麼拆的,可以拆成這樣每支腳的長度都不一樣?甚至還有一支腳短到不能用的,因為我們沒有管座可用(它那腳位的狀況大概也不能用管座),我這裡的解法是去買 1 * 40 圓孔排針長腳,可以一支一支用鉗子剪開來,再一支一支,這樣我們就可以隨意插拔輝光管。 不能用普通的排母,輝光管的針腳太細,在排母裡面無法固定,圓孔排針裡面的彈簧才固定得住;也有人會用杜邦端子,用夾的把針腳夾住也是可以,只是杜邦端子要解開也沒那麼容易,不符合我們快速插拔的本意。
 總之就是先把輝光管像上圖一樣插滿排針,接著將圓孔 IC 座一一插進 PCB 孔中,很不巧圓孔 IC 座的尺寸,跟我畫的 PAD 大小 0.914mm 超接近,然後這批管腳又塗了某種膠,讓它不像一般的元件一樣好折,在那邊用尖嘴鉗喬啊喬的,光插管子就插了快 1 hr 左右吧,說實在 Nixie Clock 愈做愈覺得這東西真是淘汰的好呀,要高壓驅動、浪費電、體積大、腳位又多又呈圓形很難安裝,真的還是懷古就好。
好不容易插好之後,一樣將 IC 針腳焊到電路板上,本來是不想焊的,不過發現不焊多少有點接觸不良。
總之就是先把輝光管像上圖一樣插滿排針,接著將圓孔 IC 座一一插進 PCB 孔中,很不巧圓孔 IC 座的尺寸,跟我畫的 PAD 大小 0.914mm 超接近,然後這批管腳又塗了某種膠,讓它不像一般的元件一樣好折,在那邊用尖嘴鉗喬啊喬的,光插管子就插了快 1 hr 左右吧,說實在 Nixie Clock 愈做愈覺得這東西真是淘汰的好呀,要高壓驅動、浪費電、體積大、腳位又多又呈圓形很難安裝,真的還是懷古就好。
好不容易插好之後,一樣將 IC 針腳焊到電路板上,本來是不想焊的,不過發現不焊多少有點接觸不良。
其他部分大概都沒什麼,焊接只有一個要點就是:焊錫會黏在熱的東西上面,我的操作一般的拿烙鐵、焊點、焊錫三點相對位置呈三角,烙鐵頂住焊點加熱,焊錫輕碰烙鐵融化後就會自然流到焊點上了,如果是 SMD 元件的話簡化的步驟大概如下:
- 在要放元件的一端先上一點焊錫。
- 用鑷子夾起元件一端插入剛才上好的焊錫內(重新加熱焊錫讓它包住元件),拿開烙鐵,焊錫冷卻之後元件就被固定住;切記一定要先拿開烙鐵再放開鑷子,如果先放開鑷子,元件就會因為焊錫的表面張力而立起來或歪掉 。
- 接著焊元件另外一端,因為元件已被固定這裡簡單焊就好了。
如果有助焊劑的話,上點助焊劑可以焊的比較漂亮一點,但也比較花時間。
還有一個常見的…直覺?一般而言通常是由烙鐵融化焊錫,讓焊錫自然流到焊點上,不過有時候,因為角度之類的關係,焊錫就是不會流過去,只會一直留在烙鐵上面;這時候的直覺反應就是不斷的給焊錫,但其實愈給只是停愈多在烙鐵上面,它不上到焊點只是角度不對而不是焊錫不夠多,這時候把烙鐵抹乾淨換角度重來會比較好。
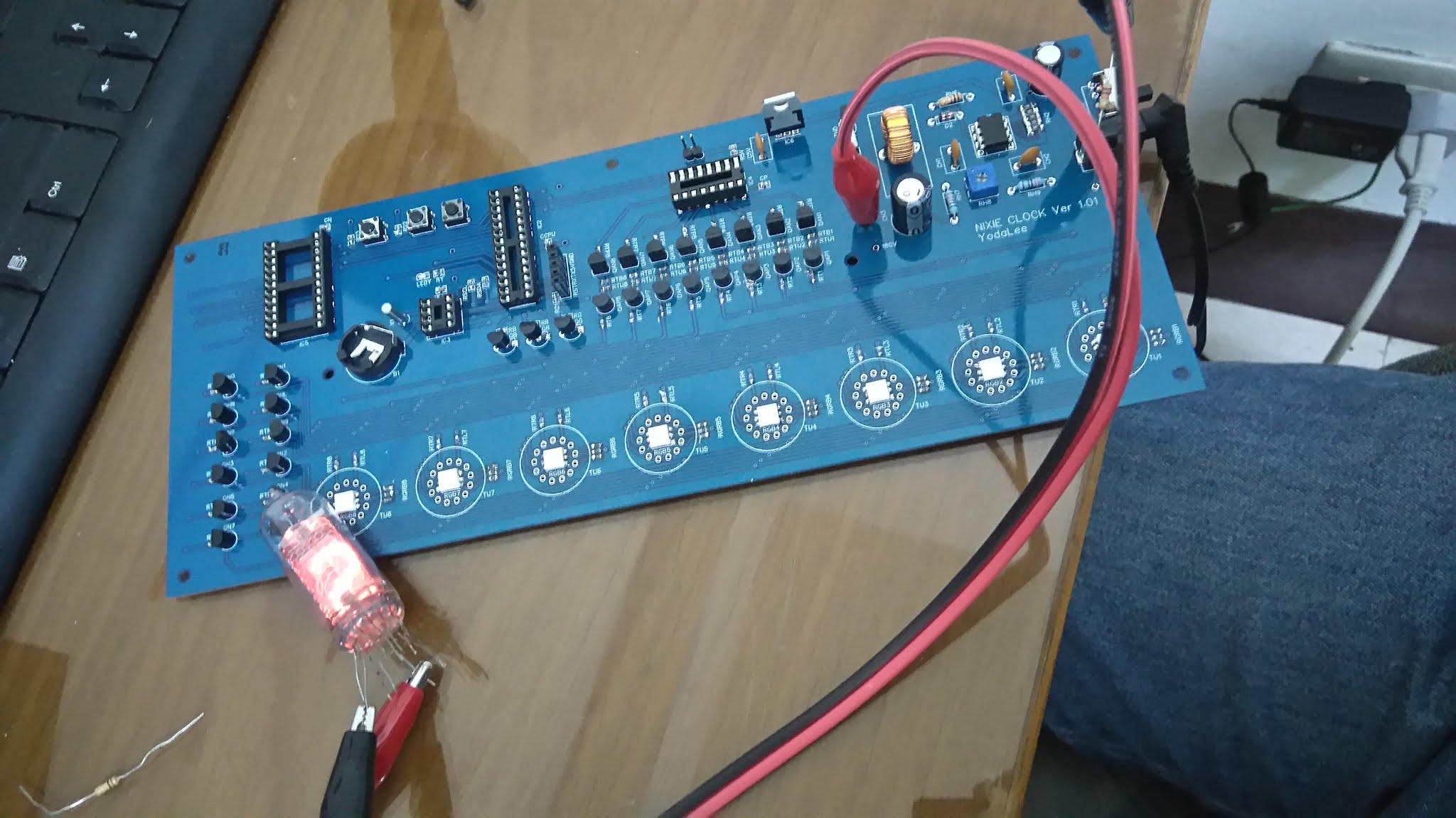
這樣全焊完大概兩個工作天,趁著國慶假日借強者我同學強強林的實驗室把元件都焊完,全部粗估大概有 600 個焊點吧 (yay),幸好回家上電之後:
拿鱷魚夾夾二極體的輸出點,高壓電路正常動作:
用外接 5V 測試,LED 電路正常動作,也可以用 TX/RX 介面燒 code 進去跑:
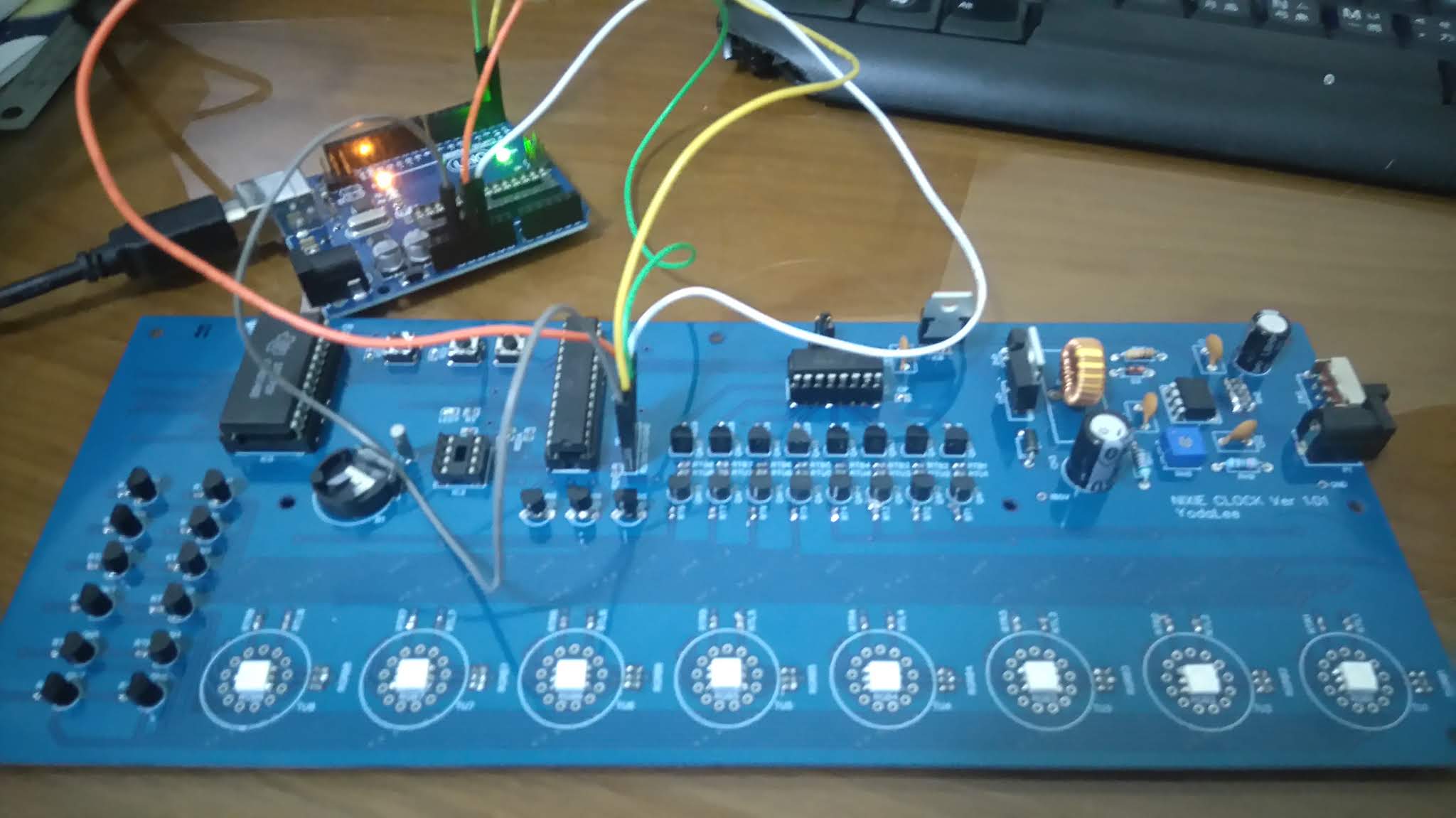
測試過後,高壓電路、5V 電路、控制電路、LED 電路、RTC 電路都有正常運作,兩天的辛苦都值得了。